����J(r��n)B/T4730-2005���Љ��O(sh��)��o(w��)�p�z�y(c��)����2�����侀��NB/T47013.1~13-2015��(bi��o)��(zh��n)���z�y(c��)ƪ��B����������ӽ��^�е�ȱ�ݰ����|(zh��)�^(q��)�֞��Ѽy�����δ�ۺ�������δ�����l��ȱ�ݺ͈A��ȱ���������
�ڡ��侀�z�y(c��)�u(p��ng)Ƭ����Ŀ�Ќ���Bԓ������|(zh��)��ȱ�ݳ��������ȱ���u(p��ng)Ƭ����������u(p��ng)��(j��)����������������ڹ�������Ҋ(ji��n)���侀�z�y(c��)���������Ľ�B�A��ȱ�ݣ������������ܼ�����������A�����A�u���u(p��ng)Ƭ���ɺ�ȱ�ݶ����u(p��ng)��(j��)��
һ���A��ȱ�ݵ��u(p��ng)Ƭ
ȱ���L(zh��ng)��֮��С�ڵ���3��L/N<=3���������ҷ��Ѽy�������δ����δ�ۺ�Σ����ȱ�ݡ���(du��)�ӽ��^���p��Ҋ(ji��n)�ĈA��ȱ�ݰ����A�Κ�ס��ǽ��يA������A�u�����|(zh��)ȱ���������
�A��ȱ��ʾ��D
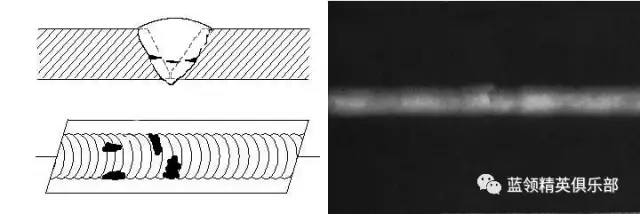
1�����
��1����׳���
�ڡ����p����γəC(j��)�������z�y(c��)�������ԡ�����Ԕ��(x��)��B�˺��p����γɵ�ԭ��֞��(g��)����ܼ��Ԛ�ס�������˺��p�Ľ�������������������ͺ��ӽ��^�ď�(qi��ng)������g�Ե����W(xu��)���ܡ�
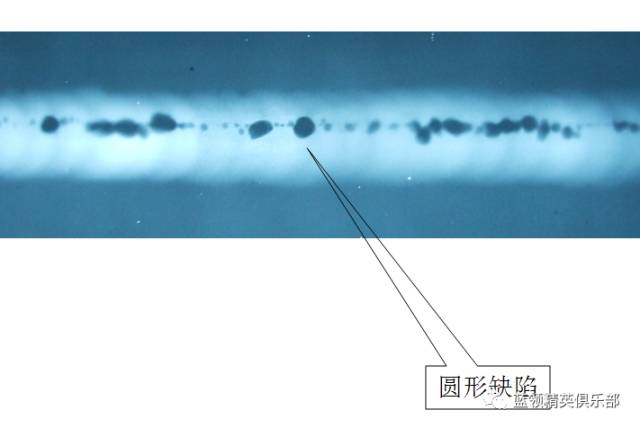
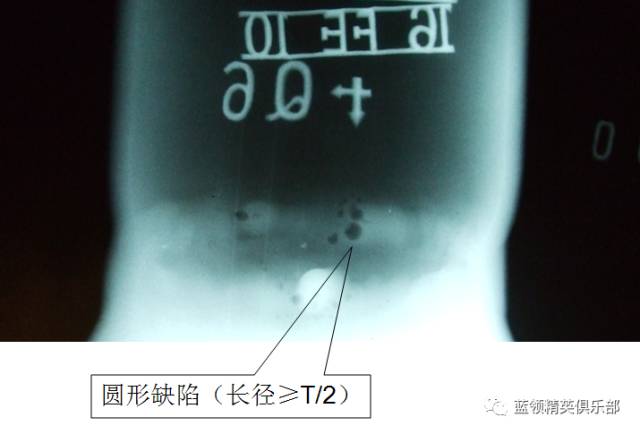
��2������侀�������c(di��n)
��׃�(n��i)����M���w���侀���^(gu��)�������(hu��)�γɲ��|(zh��)˥�p�����侀��Ƭ�Ϛ�׳ʰ�ɫ���c(di��n)�����ĺڶ��^�������(g��)���߅���^�\ƽ���^(gu��)�������݆��Ҏ(gu��)�t�^���������ܼ���׳ɈF(tu��n)���״�������εģ�Ҳ�����������Π���w���Π��c���ӗl���������P(gu��n)�������
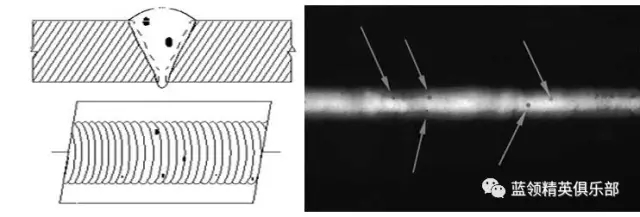
��(g��)���ȱ��
�ܼ��Ԛ��
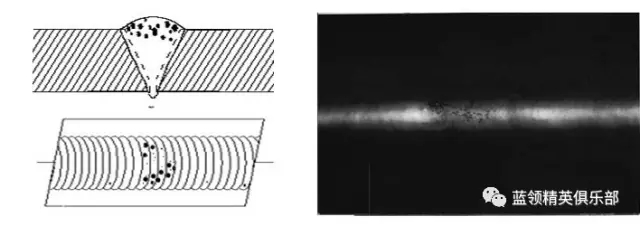
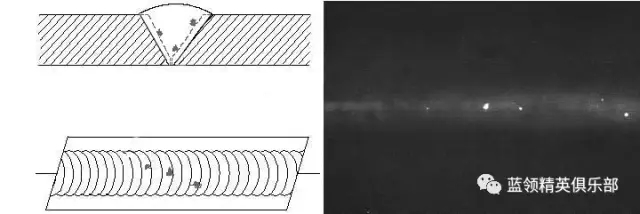
2��������ǽ��يA��
��1���A������
���p�A���γ�ԭ����Ҫ�������c(di��n)��
�ں���ÿ�Ӻ������g�������Ƀ������
��������^(gu��)С���������ٶ��^(gu��)�죻
���Ӳ����^(gu��)�̲���(d��ng)��
ĸ���¿��O(sh��)Ӌ(j��)�ӹ�����(d��ng)������
Һ�B(t��i)������s�ٶ��^(gu��)��������
��һ�l�Ǻ��p�a(ch��n)���A����ֱ��ԭ��������ڶ�������lԭ�������ں�����Һ�B(t��i)�����и��������r(sh��)�������ں��p�������
���p�д��ڷǽ��يA���������(d��ng)���p���ܑ�(y��ng)���^(gu��)�����ڊA���܇���(hu��)�γ��Ѽy�U(ku��)չ�����Ѽy�l(f��)չ��һ���̶Ⱥ��p�_(k��i)�ѡ��A����(y��n)�ؽ����˺��Ӽ���(qi��ng)�ȡ��g�Ե����W(xu��)���ܡ�
��2���A���侀�������c(di��n)
���p���ٰ������ǽ��يA�s���γɊA������侀���^(gu��)�A����һ����˥�p���������h(yu��n)�h(yu��n)С�ں��p���ٌ�(du��)�侀��˥�p����侀��Ƭ�ϊA���ʰ�ɫ���c(di��n)����ڶȷֲ��o(w��)Ҏ(gu��)�ɣ�݆�����A����Ҏ(gu��)�t������С�c(di��n)��?yu��n)A��݆���^�����������
�ǽ��يA��
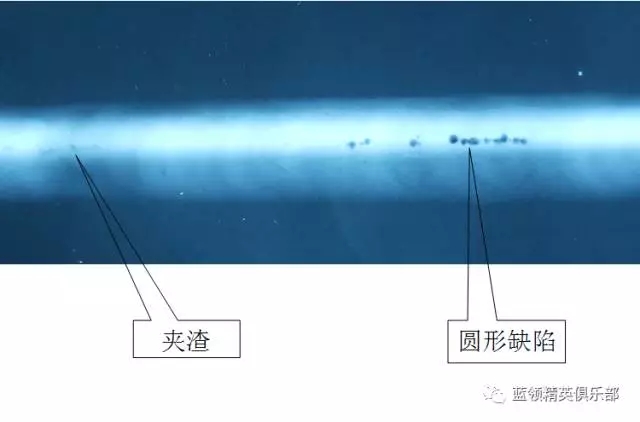
3����A�u
��1���A�u����
�u�O���d����������^����������^(gu��)��������(hu��)�����u�O�ۻ������l(f��)��������п����M(j��n)���۳������γɊA�u������
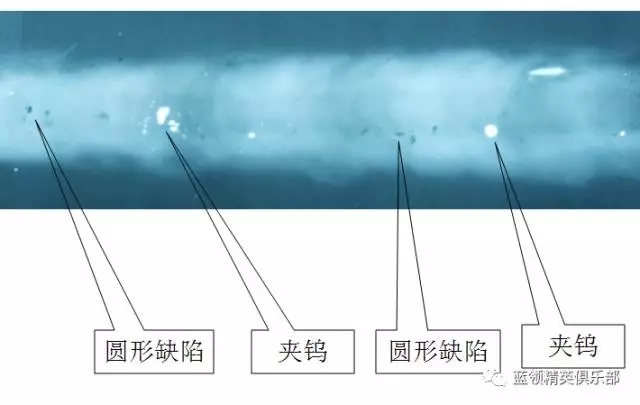
��2���A���侀����
�����u�侀��˥�pϵ��(sh��)��䓴�����^(gu��)�����u����侀������䓵ͣ��zƬ�����侀�a(ch��n)���Ĺ���Ӹ���������ڵ�Ƭ�ϳ���ɫ��݆����������
�A�uȱ��
���錍(sh��)�H�����е��侀��Ƭ
�A���͈A�Κ��ȱ�ݵ�Ƭ
�A����A�uȱ�ݵ�Ƭ
�A��ȱ�ݣ�朠��ף���Ƭ

�ܼ����ȱ�ݵ�Ƭ
�pӰ�p����?q��ng)A��ȱ�ݵ�Ƭ

�x(ch��ng)����Ƭ
�������A��ȱ�ݵ��u(p��ng)��(j��)
�A��ȱ�ݵ��u(p��ng)��(j��)����JB/T4730-2005���Љ��O(sh��)��o(w��)�p�z�y(c��)����2�����侀�z�y(c��)��(bi��o)��(zh��n)�v������ԓ��(bi��o)��(zh��n)Ҏ(gu��)�����u(p��ng)��(j��)������
��5.1.5.1 �A��ȱ���ÈA��ȱ���u(p��ng)���^(q��)�M(j��n)���|(zh��)���ּ�(j��)�u(p��ng)�����A��ȱ���u(p��ng)���^(q��)��һ��(g��)�c���pƽ�еľ�����������ߴ�Ҋ(ji��n)��8��������A��ȱ���u(p��ng)���^(q��)��(y��ng)�x��ȱ�����(y��n)�صą^(q��)������
5.1.5.2 �ڈA��ȱ���u(p��ng)���^(q��)��(n��i)���c�A��ȱ���u(p��ng)���^(q��)߅�羀����ȱ�ݾ���(y��ng)�����u(p��ng)���^(q��)��(n��i)��������u(p��ng)���^(q��)��(n��i)��ȱ�ݰ���9��Ҏ(gu��)���Q����c(di��n)��(sh��)���������10��Ҏ(gu��)���u(p��ng)�к��ӽ��^���|(zh��)����(j��)�e��������

��8 ȱ���u(p��ng)����

��9 ȱ���c(di��n)��(sh��)�Q���
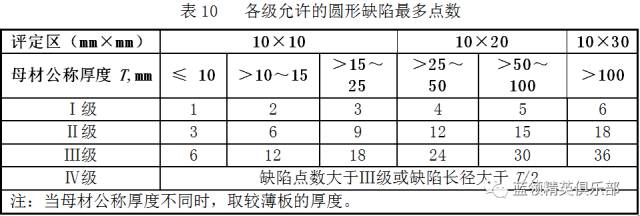
��10 ȱ���u(p��ng)��(j��)��
�e���f(shu��)����
���ӣ���ĸ�Ĺ��Q��ȣ�ĸ�Ĝy(c��)����ȣ���19mm������������Д��Ƭ�ϵ�ȱ�ݷ��Ѽy�������δ����δ�ۺ�Σ����ȱ����������ٸ���(j��)��8����10��10���������u(p��ng)����ס���(y��n)�صIJ�λ����y(c��)��ȱ�ݵ��L(zh��ng)������������ԓ�u(p��ng)�����(n��i)�քe�о�̖(h��o)��A����B����C����D�Ă�(g��)ȱ����������y(c��)���L(zh��ng)�ȷքe��3mm��4mm��2mm��5mm��
����(j��)��9�Q����c(di��n)��(sh��)�քe��3��(g��)��6��(g��)�����2��(g��)��10��(g��)�������c(di��n)��(sh��)��Ӟ�3+6+2+10=21��(g��)�c(di��n)���ĸ�ĺ�Ȟ�18mm������Q���21��(g��)�c(di��n)����III������c(di��n)��(sh��)18�������(j��)��10�u(p��ng)��IV��(j��)�����(y��n)�յȼ�(j��)��III��(j��)���tԓ���Ӽ����p�|(zh��)�����ϸ�����
��ע��
1�����>1-2��ʾ���������1��С�ڵ���2��ԓ��������2������1��������
2�����ڲ��|(zh��)��Y(ji��)��(g��u)��ԭ��,�M(j��n)�з����ܕ�(hu��)�a(ch��n)����������ĺ��ӽ��^����(j��ng)��ͬ����ͬ�����������(j��)�e�ĈA��ȱ���c(di��n)��(sh��)�ɷŌ�1�c(di��n)��2�c(di��n)���������ڜy(c��)���A��ȱ���c(di��n)�ړQ����c(di��n)��(sh��)�����c(di��n)��(sh��)��18,ĸ�ĺ�Ȟ�19mm������(y��n)����J(r��n)B/T4730.2-2005��(bi��o)��(zh��n)���u(p��ng)��(j��)���u(p��ng)��IV��(j��)����������Ō�1�c(di��n)�����t��17�c(di��n)�u(p��ng)��III����
3����(du��)������Ҫ��ߵĺ��ӽ��^��������췽��Ƭ�u(p��ng)���ˆT��(y��ng)���]���A��ȱ�ݵĺڶ������u(p��ng)��(j��)������(j��)������ڶȴ�ĈA��ȱ�ݶ��x�����ȱ��,��(d��ng)���ӽ��^�������ȱ�ݕr(sh��)�����ӽ��^�|(zh��)���u(p��ng)�����(j��)�������
4������±�����ʾ��ĸ�ĺ����Ҏ(gu��)��������(n��i)��Ӌ(j��)�c(di��n)��(sh��)��ȱ�ݳߴ���������ĸ�Ĺ��Q��Ȟ�23mm�������(d��ng)ȱ���L(zh��ng)��С��0.5mm����tԓȱ�ݲ�Ӌ(j��)���c(di��n)��(sh��)�Q�㡣
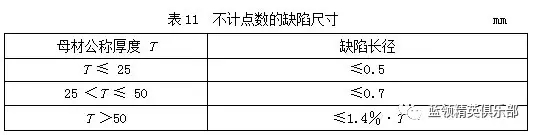
ȱ�ݲ�Ӌ(j��)�c(di��n)��(sh��)��ȱ�ݳߴ�